
Kriko Masası, Pres Freninde Yüksek Bükülme Hassasiyeti Sağlar
Doğru, tekrarlanabilir şekillendirme sonuçlarını garanti etmek için, yük uygulandığında kiriş (koç) ve pres freni tablosunda kendiliğinden oluşan sapmayı telafi etmek önemlidir. Sapma telafisi olmadan, bir iş parçasının, pres freninin tam uzunluğu boyunca büküldüğünde merkezinde bir miktar deformasyon olması muhtemeldir. Bu özellikle 8 fit veya daha uzun, 80 ton veya daha uzun basın frenleri ve uzun veya büyük parçaları bükerken geçerlidir, ancak daha kısa iş parçaları oluştururken de olabilir. Kıvrılma açısını parçanın tüm uzunluğu boyunca sabit tutmak için, bir abkantın kiriş içinde, tablada veya her ikisinde bir taçlandırma sistemine ihtiyacı vardır.
Kısa seriler, karmaşık parçalar ve hızlı geri dönüş çağında, taçlandırma verimlilik, parça doğruluğu ve tekrarlanabilirlik sağlar. Yüksek tonajlı uygulamalarda taçlandırma, zorlu, yüksek mukavemetli malzemelerde düz kıvrımlar üretmeye yardımcı olur.
Taçlanma Temelleri
Çoğu modern abkant pres, kapalı devre bir sistemin koç konumunu kontrol ettiği servo-hidrolik bir sistem kullanır. Kirişin her bir ucunda, sol ve sağ pistonların altında, bir konum ölçüm sistemi kirişin hareketini ve konumlandırma doğruluğunu izler. Makine kontrolü bu bilgiyi işler ve ışını 0.01 mm hassasiyette konumlandırmak için kullanır. Bunu her hidrolik pistonun üstündeki sol ve sağ servo valflerini çalıştırarak gerçekleştirir.
Bir bükme döngüsü sırasında, servo-hidrolik sistem, kirişin her iki ucundaki pistonun, makine kontrolünde oluşturulan programlanmış konuma ulaşmasını ve doğru eğim açısının elde edilmesini sağlar. Pres frenleri, özellikle makinenin merkezinde, pistonlar arasında yük altında sapma eğiliminde olduğundan, pres freninin ortasındaki açı, koç altındaki açıdan daha geniş olacaktır. Müdahale olmadan, bu sapma bükme açısının pres freninin uzunluğu boyunca değişmesine neden olur.
Telafi etmek için, abkant presler, karşıt bir kuvvet üreten bir taçlandırma sistemi veya kiriş ve tablanın sapmasını dengelemek için “eğri” ile donatılabilir. Vurgulama sistemi, ram ve masanın bükme sırasında paralel olmasını sağlar (bkz. Şekil 1 ).
Taç 1970'lerin sonlarından ve 1980'lerin başlarından beri kullanılmaktadır. Daha yüksek tonajlı pres frenleri, yüksek çekme dayanımlı çelikler ve daha uzun uzunlukları bükme ihtiyacı, bu uygulamalarda makine çerçevesi sapması daha fazla olduğu için taçlandırma ihtiyacını artırdı.
Talaş oluşmadan önce, abkant pres imalatçılarının makine eğilmesinin yaklaşık yüzde 75'ini dengelemek için abkant presinin tablasına bir eğri sarması gerekiyordu. Bugün sistemler daha gelişmiş. Programlanabilir taçlandırma sistemlerini kullanarak, operatörler sac kalınlığı, uzunluğu, kalıp açıklığı ve malzeme çekme dayanımı verilerini kontrole girerek otomatik olarak masanın ve ramın gerçek sapmasını belirler ve her bükme için ön yükleme elde edilir. Birlikte, abkant hidrolik sisteminin ve taçlandırma en az operatör müdahalesiyle doğru bir viraj açısı sağlar.
Abkant Pres Bükme Taç Tablasındaki Tercihler
Taçlama genellikle 80 ton, 8 ft veya daha büyük boyuttaki abkant preslerde kullanılır. Tonaj, düşük tonajlı pres frenlerine uygulanabilir, ancak bu, pres freni tablasının uzunluğuna ve uygulamaya bağlıdır. Dikmeler arasındaki mesafe ne kadar uzun olursa, makine sapması o kadar büyük olur. Ayrıca, makine tonajı ne kadar yüksek olursa, sapma telafisine olan ihtiyaç o kadar fazla olur. Hem kalın hem de ince malzemeleri bükmek için bir taçlandırma sistemi önerilir.
Hidrolik taçlandırma ve CNC mekanik kama stili taçlandırma, en yaygın iki taçlandırma sistemi tipidir. Kama tarzı bir taçlandırma sistemi, bir abkant pres üreticisi veya takım tedarikçisiyle abkant pres olarak satın alınabilir. Makinede hidrolik taçlandırma yapılmıştır. Bu sistemlerin maliyeti karşılaştırılabilir olduğundan, seçim daha fazla doğruluk, verimlilik ve uygulama sorunudur.
Hidrolik kurma, makinenin sapmasını telafi etmek için bükme hareketi sırasında silindirlere basınç uygular. Bu sistemlerin çoğu, makinenin tüm yatağına taçlandırma uygulayamamaktadır. Bunun yerine, kurma sisteminin ayarladığı sapma miktarı silindirin konumuna bağlıdır. Bazı hidrolik taçlandırma sistemleri yalnızca bir merkez silindir veya üç silindirli bir sistem kullanır ve bazıları yatağın yüzde 60'ından fazlasına taç verir, ancak tam yatak uzunluğunu değil.
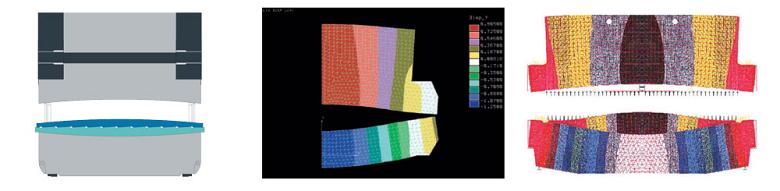
Şekil 1
Eğer üst ve alt kiriş bükme sırasında paralel değilse, bükülme açısı iş parçasının uzunluğu boyunca farklı olacaktır.
Hidrolik silindirlerin hepsi aynı hidrolik hattı kullanır. Sonuç olarak, hiçbir tek silindir tam taç kuvveti uygulayamaz; Bu kuvvet iki, üç veya 10 olsun, tüm hidrolik silindirlere uygulanır.
Bir kama stili taçlandırma sistemi, yatağın uzunluğu boyunca iki sıra kamadan oluşur; bir sıra sabit, diğeri hareketlidir (bkz. Şekil 2 ve 3 ). Yatağın ortasındaki kama, pistonların altındaki kamalara göre daha yüksek bir eğime sahiptir ve eğimin açısı yatağın ortasından tokmağa doğru azalmaktadır.
Aktive edildiğinde, hareketli kama, yatağın ortasındaki yüksek nokta ve tabanda bir eğri eğri oluşturmak için pistonun altındaki yatağın her iki ucundaki düşük nokta olan bir eğri oluşturur. Otomatik olarak kontrol edilen taçlandırma sistemi, yatak bükülmesini ve farklı bükülme kuvvetleri altındaki kirişi telafi eder. Kama tarzı bir sistemde, masa gerekli tonaja bağlı olarak belirli bir yük taşıyacak şekilde tasarlanmıştır. Bazı taçlandırma sistemleri ± 0.01 mm programlama doğruluğu ve ± 0.005 mm konumlandırma tekrarlanabilirliği sağlar.
Kama sistemi, yatağın tüm uzunluğu için taçlandırmayı gerektirir, çünkü o yatak için özel olarak işlenmiştir. Ayrıca daha yüksek tonajlarda ve daha kısa yatak uzunluklarında sapma telafisi yapabilir. Taç yatak üzerinde herhangi bir pozisyonda bükülmek üzere ayarlanabilir. Bu ayar kontrol üzerinden gerçek zamanlı olarak yapılır, bu sayede üretimde zaman kaybı olmaz.
Buna karşılık, evrensel bir kama sistemi, bir pres frenine özgü değildir ve standart bir kama tasarımından yapılmıştır. CNC tarafından kontrol edilebilir ve sapmayı hesaba katar, ancak uygulamaya veya malzemelerine özgü değildir. Ayrıca, gereken sapma düzeltmesinin miktarını çarpanlara ayırmak için merkezi bir veritabanı kullanmaz, bu nedenle taçlandırma yeteneği sınırlıdır ve daha karmaşıktır.
Evrensel bir taçlandırma sistemi, yeteneklerini arttırmak için mevcut bir pres frenine uyarlanabilir. Ayrıca, operatöre bükme işlemi üzerinde daha fazla kontrol sağlamak için taçlandırma ile sunulmayan daha küçük tonajlı, giriş seviyesinde bir pres freni takılabilir.
Bir taçlandırma sistemi iyileştirmesi faydalı olabilir ve özellikle uygulama değiştiğinde veya geliştiğinde bazen gerekli olabilir. Örneğin, bir HVAC üreticisi, endüstriyel üniteler için çok daha büyük, daha ağır bileşenler oluşturmadan taçlandırma olmadan verimli bir şekilde oluşturulabilecek konut bileşenleri üretmekten hareket ederse, yeni parça profili, taçlandırma ihtiyacını belirler. Taçlama sistemi, daha uzun bükme uzunlukları üretmek için ayarların ve ayarların sayısını elimine ederek verimliliği artıracaktır.
Pres Freni Taçlama Masası için Biçimlendirme Zorluklarının Saptırılması
Bükme uzunluğu boyunca tutarlı bir açı sağlayarak, taçlandırma aynı zamanda kurulum işlemlerini azaltır, hurdaları minimuma indirir ve operatör müdahalesine veya yüksek vasıflı pres fren operatörü ihtiyacını ortadan kaldırır.
Bir taçlandırma sistemi olmadan, makinenin sapmasının üstesinden gelmek, şimleri kullanarak veya kalıpların ayarlanmasıyla manuel bir işlemdir. Gerekli olan büzülme miktarının hesaplanması, çoğu zaman deneme yanılma olan ve pahalı hurda üreten zaman alıcı bir işlem olabilir. Deneyimli kurulum operatörleri bile, manuel olarak ayarlanmış bir kurma yatağı olan bir makinede parçalar yaparken bir miktar hurda üretecektir.
Bir CNC kaplama sistemi bu hesaplamaları otomatik olarak üretir. Ayrıca, makineyi çalıştırmak için gereken beceri seviyesini azaltır, böylece verimliliği ve üretkenliği arttırır.
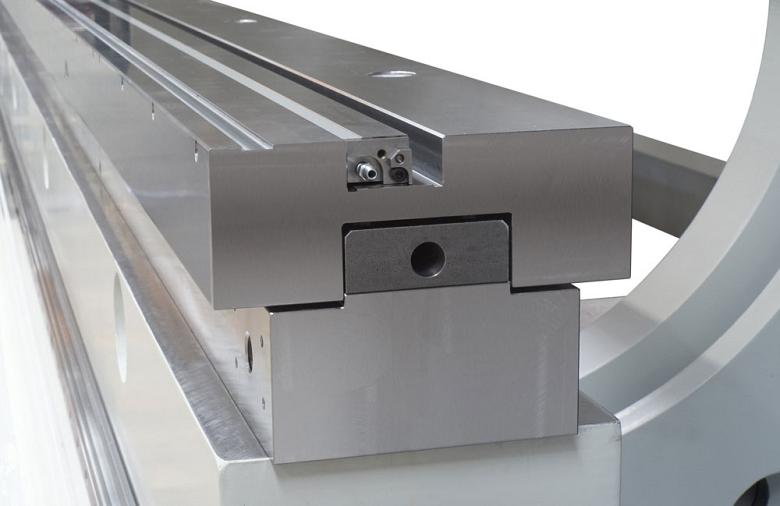
şekil 2
Bu kama stili taçlandırma sistemi her pres freni için özel olarak üretilmiştir. İlgili bileşenler ma
Bununla birlikte, hiçbir taçlandırma sistemi, zayıf zımba ve kalıp hizalaması ve iş parçasının asimetrik kayması gibi takımlama ile ilgili sorunları telafi edemez. Hassas olmayan veya düzensiz aşınmış takım, tutarsız açılı parçalar oluşturacaktır. Takım problemleri, bir bükülme çizgisi boyunca düzgün olmayan açılarla ilişkili sorunlardan kısmen sorumludur.
Hassas topraklama takımı, tüm bükme uzunluğu boyunca hassas bükme açıları sağlamaya yardımcı olur. Kalıplar, V açıklığının her iki yanında ilerici bir yarıçapa sahiptir, bu da malzemenin kalıba daha düzenli ve daha az sürtünerek akmasını sağlar (bkz. Şekil 4 ).
Daha Büyük Abkant Bükme için Yüksek Tonaj Uygulamaları
Bir CNC kurma sistemi, pres freninin simetrik sapmasını telafi eder. Malzeme özellikleri parçanın uzunluğu boyunca aynı olduğunda, standart taçlandırma yeterlidir. Ancak, malzeme özellikleri değişken ve daha zor olduğunda - özellikle daha ağır veya daha uzun iş parçalarında ve S1100, S1300, Hardox® ve Armox® gibi yüksek mukavemetli malzemelerde - CNC tarafından kontrol edilen daha gelişmiş bir programlanabilir taçlandırma sistemi sağlar. Makine sapması için daha fazla telafi ve sonuç olarak daha fazla esneklik.
Yüksek gerilimli mukavemetli malzemeler bükülmek için daha fazla güç gerektirir, daha fazla yaylanma sağlar ve bu nedenle daha fazla taçlandırma gerektirir (bkz. Şekil 5 ). Yüksek gerilimli malzemelerin kullanımı, özellikle büyük bükme uygulamalarında (12 fit veya daha uzun), üreticilerin yapısal bütünlüğü tehlikeye atmadan son ürünün ağırlığını azaltmaya çalıştığı için artmaktadır.
Taçlama, senkronize bir konfigürasyonda sırasıyla benzer veya farklı tonaja sahip iki, üç veya dört pres frenini birleştiren tandem, tridem veya quadem pres frenleri için daha da önemlidir. Bu sistemler, makine silindirlerini her 5 milisaniyede bir senkronize eder ve makinede sabit düz çizgi hareketi olup olmadığını sürekli kontrol eder. Bu makinelerin bazıları, çift taçlandırma masası içeren başka bir taçlandırma sistemi kullanıyor. Asimetrik fakat tamamlayıcı bir taçlandırma profiline sahip, esas olarak birbirlerinin üstüne iki adet CNC taçlandırma sistemi.





